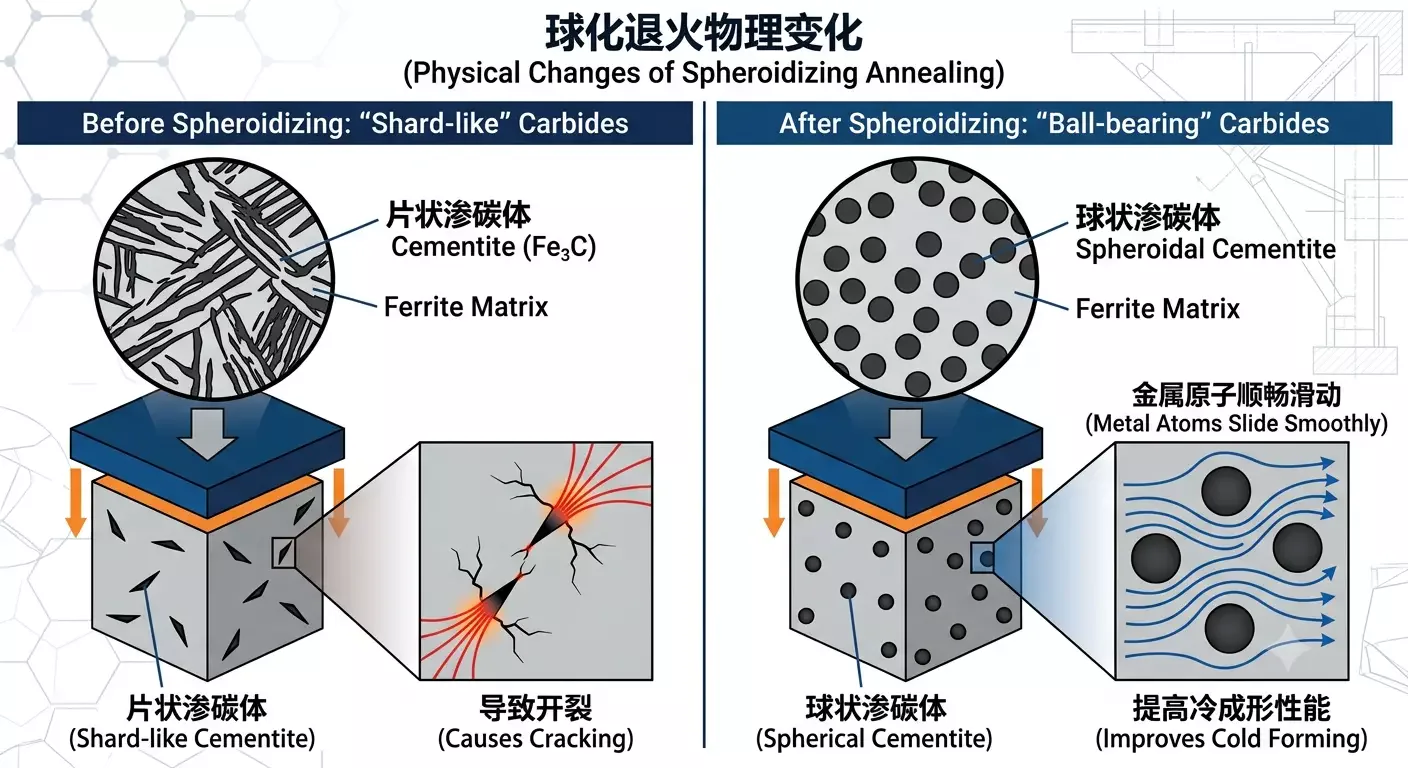
1. التعريف والمبادئ الأساسية
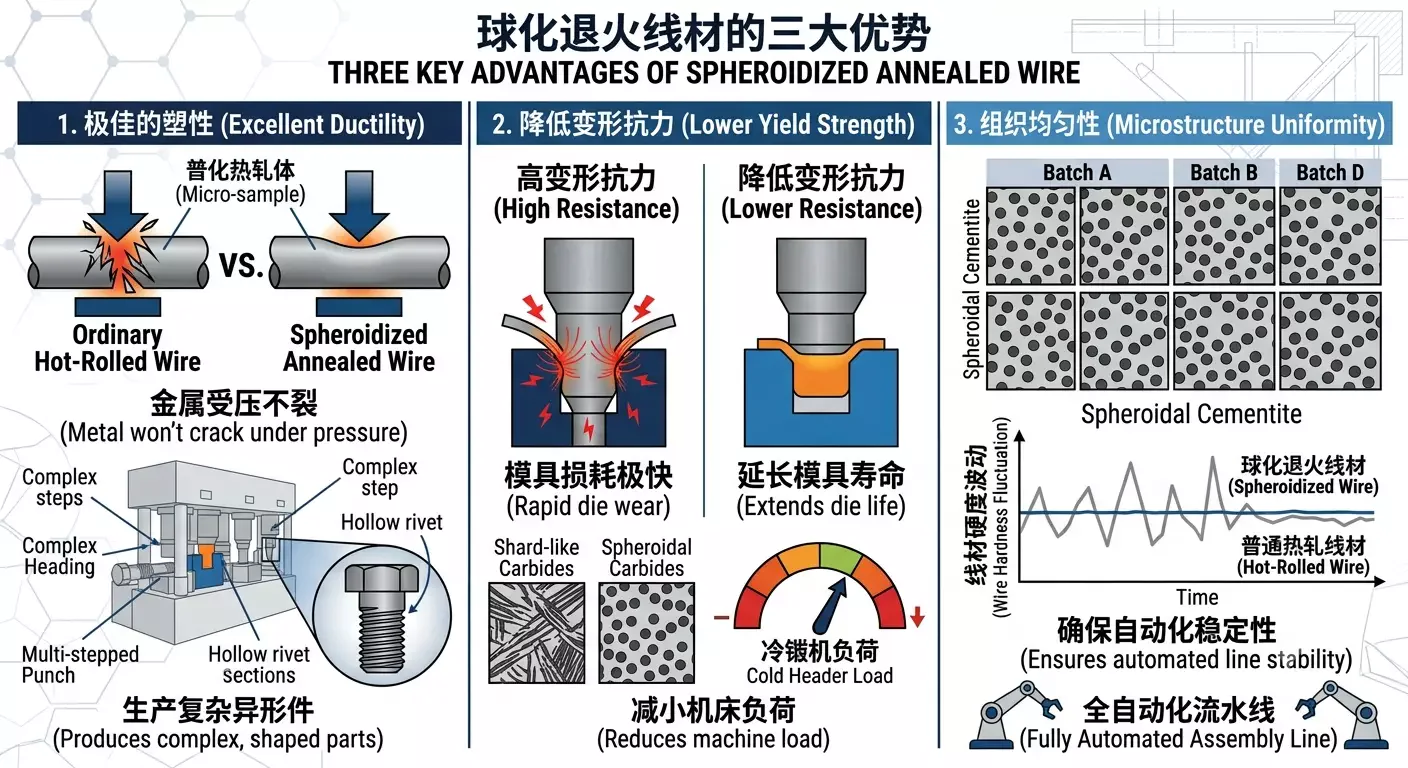
2. لماذا يتعين استخدام سلك فولاذي للتشكيل على البارد في عملية التشكيل على البارد؟
3. عملية التصنيع
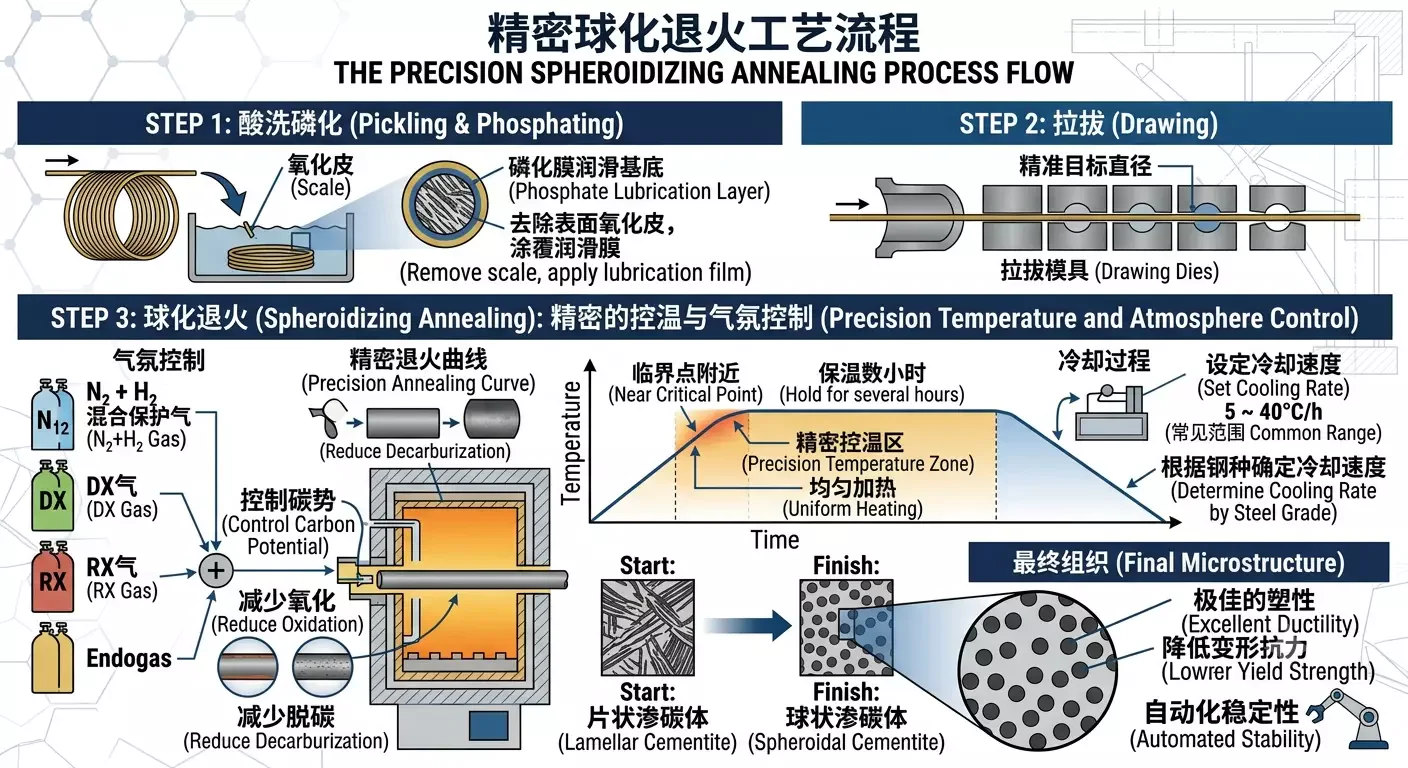
يُحدد المُعاملة التقنية الشائعة لسلك فولاذي للتشكيل على البارد وفقًا لدرجة المنتج ومتطلبات العميل.

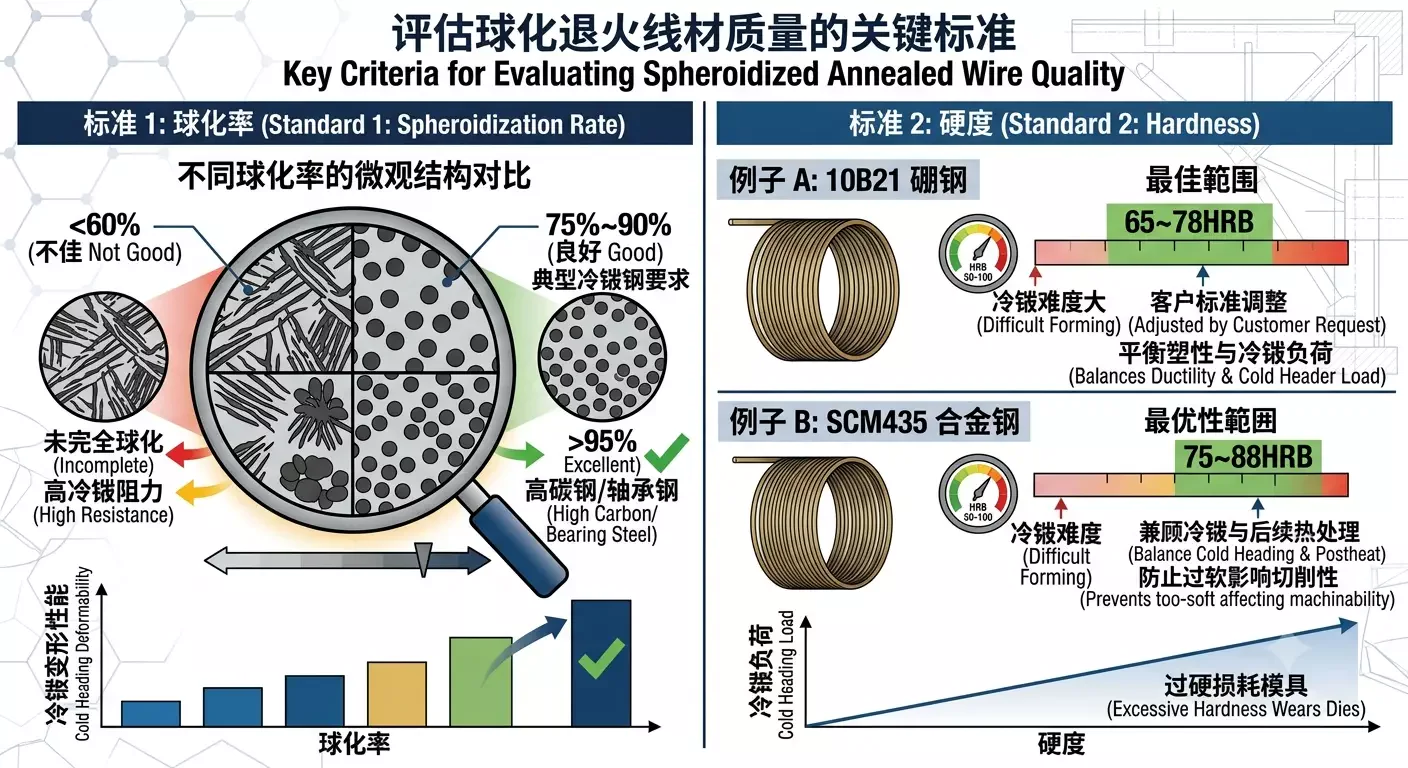
4. معايير تقييم الجودة
سلك CHQ · المحتوى الفني
فهم التغيرات التركيبية في سلك فولاذي للتشكيل على البارد المعالج بالتخمير الكروي، ودورة الإنتاج الكاملة، ورموز العمليات الشائعة، والمسار النموذجي، ومتطلبات التحقق من الجودة.